







沖壓型模具-沖壓型模具生產-源鵬電子服務優良
東莞市源鵬電子科技有限公司
經營模式:生產加工
地址:廣東省東莞市虎門鎮雅瑤工業區東一路11號
主營:研發,產銷:電子配件,電子產品,端子,五金配件
業務熱線:0769-81551406
QQ:389629731
產品詳情 聯系方式
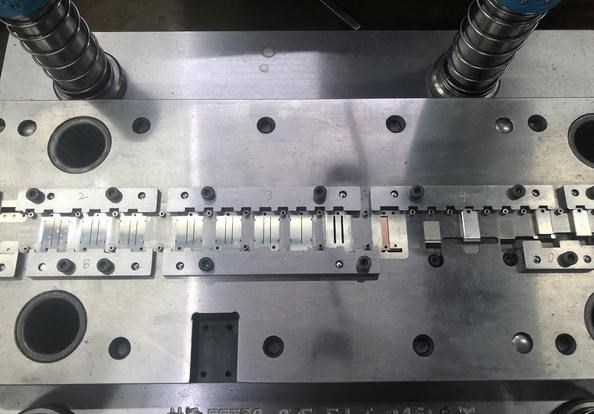
源鵬沖壓型模具,沖壓技術很好
沖壓機械是通過裝載沖壓模具(以下稱模具)后進行沖壓加工的。模具由一對刀具(工具)組成。如果您聯想一下剪刀就不難理解了。首先將一片刀具裝在沖頭上,另一片刀具固定在墊枕部上。將鐵板放在刀具與刀具之間,沖頭下降時鐵板就會被切斷。這一對刀具就是模具。
被裝在沖頭上的模具,理所當然就被稱為上方模具,即上模具。 墊枕部的模具就稱為下模具。 上模具與下模具共同構成模具。 沖壓加工也有很多類型(鍛造、軋花、接合等)、在這裡我們將對鐵板(主要為軟鋼板)的加工稱為沖壓加工。鐵板(鋼板)的形態各異,薄板有的比紙還薄,而厚板有的與其說是「板」,倒不如說是鐵塊更貼切。這裡我們所考慮的是厚度在0.5mm~4mm左右的鋼板。
源鵬沖壓型模具,沖壓技術很好,值得信賴!







源鵬沖壓型模具,加工技藝很好
生產過程中需要沖大于114.3mm直徑的圓孔。如此大的孔會超出機器公稱力上限,特別對于高剪切強度材料。通過多次沖孔的方法沖出大尺寸孔可以解決這一問題。使用小尺寸模具沿大圓周長剪切可以降低一半或更多的沖壓力,在你已經擁有的模具中可能大部分模具都能做到。一個沖大圓孔的簡易方法,這種凸透鏡的模具可被制成你所需半徑尺寸。如果孔徑超出沖床公稱力,我們推薦使用(A)方案。用此模具沖出圓形的周邊。如果孔徑能在沖床公稱力范圍內沖成,那么一個形模具和一凸透鏡模具就能在四次之內沖壓出所需的孔而無須旋轉模具(B)
源鵬電子科技有限公司在行業內有著多年的生產經驗,同時源鵬電子科技有限公司也在不斷創新,不斷提高沖壓型模具的質量,力圖為客戶提供越來越好的五金模具產品!

源鵬沖壓型模具,材料質量更優
廢料本質上就是成形孔的反像。即位置相反的相同部位。通過檢查廢料,你可以判斷上下模間隙是否正確。如果間隙過大,廢料會出現粗糙、起伏的斷裂面和一窄光亮帶區域。間隙越大,斷裂面與光亮帶區域所成角度就越大。
沖壓型模具如果間隙過小,廢料會呈現出一小角度斷裂面和一寬光亮帶區域。過大間隙形成帶有較大卷邊和邊緣撕裂的孔,令剖面稍微有一薄邊緣突出。太小的間隙形成帶稍微卷邊和大角度撕裂,導致剖面或多或少地垂直于材料表面。一個理想的廢料應有合理的壓塌角和均勻的光亮帶。這樣可保持沖壓力很小并形成一帶毛刺的整潔圓孔。從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質量換取的。


楊先生先生
手機:13694922701




