







連續沖壓模具廠-連續沖壓模具-源鵬電子物美價廉
東莞市源鵬電子科技有限公司
經營模式:生產加工
地址:廣東省東莞市虎門鎮雅瑤工業區東一路11號
主營:研發,產銷:電子配件,電子產品,端子,五金配件
業務熱線:0769-81551406
QQ:389629731
產品詳情 聯系方式
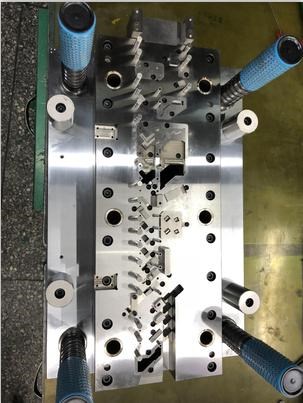
源鵬連續沖壓模具,減少落屑
間隙究竟放在沖子上還是刀口上呢?對於沖孔,間隙放在刀口上,對於落料,一般以凹模為基準,間隙放在沖子上;在連續模中一般是沖產品以外的廢料部分,相當沖孔,因此間隙放在刀口上,對於單邊切斷型,相當落料,其間隙放在刀口上,不過這種形式,也可以不放間隙;在沖孔落料復合模中,一般凸凹模,內外脫共用,因此存在間隙回屬問題,一般以凹模(又叫母模)為基準,凸模(又叫公模)單邊負多少.至於內外脫,其間隙一般以公母模來相配合。至於這個間隙要不要畫出來因各廠習慣而羿:有的廠不畫出來,沖子和刀口一樣大,隻是在刀口旁邊加注解說明如:下模入子:單+0.01 T=25.0SKD11 刀口深2.0以下斜1.0%%d落屑;而有的廠要求直接畫出來,隻須寫刀口直線位落屑斜度沖子:單+0.0 L=50.5 SKD11下模入子:單+0.01 T=25.0SKD11 刀口深2.0以下斜1.0%%d落屑。







源鵬連續沖壓模具,值得信賴
源鵬電子科技有限公司告訴您如何提高連續沖壓模具的使用壽命,安裝上模組合入轉塔
如果想延長模具使用壽命,上模套外直徑和轉塔孔之間的間隙要盡可能地小。所以請小心執行下列程序。
(1)清潔轉塔孔的鍵槽和內直徑并上油。
(2)調整上模導套的鍵槽,使之與轉塔孔的鍵吻合。
(3)把上模套導直直地插入塔孔,小心不能有任何傾斜。上模導套應該靠自身重量滑入轉塔孔。
(4)如果上模套向一邊傾斜,可用尼龍錘之類的軟材料工具把它輕輕敲正重復敲擊直至上模導套依靠自身重量滑入正確位置。
注意:不能用力于上模導套外直徑,只能在沖頭頂上用力。不能敲擊上模套頂部,以免損壞轉塔孔,縮短個別工位使用壽命。
源鵬電子科技有限公司全心全意為客戶考慮,注重產品質量,值得信賴!

源鵬連續沖壓模具,沖壓技術先進
沖壓加工技術應用十分廣泛,在國民經濟各工業部門中,幾乎都有沖壓加工或沖壓產品的生產.如汽車,飛機,拖拉機,電機,電器,儀表,鐵道.電信,化工以及輕工日用品中均占相當大的比重。沖壓生產主要是利用沖壓設備和模具實現對金屬材料(板材)的加工過程.所以沖壓加工具有如下特點:(1)生產,操作簡單,容易實現機械化和自動化,特別適合于大量生產。 (2)沖壓零件表面光潔,尺寸精度穩定,互換性好,成本低廉。(3)以材料消耗不多的情況下,可以獲得強度高,剛度大,重量小的零件。 (4)可得到其他加工方法難以加工或無法加工的復雜形狀零件。
源鵬連續沖壓模具,在行業內發展多年,注重創新為客戶提供更好的連續沖壓模具產品。同時,也在不斷發展,源鵬五金沖壓模具值得信賴!


楊先生先生
手機:13694922701




